Precision Screw Machining FAQs
On a daily basis, we receive several similar questions that seem to come up repeatedly from our customers and purchasing agents. So we’ve decided to answers those frequently asked questions most received:
1. What is a screw machine?
A screw machine is a cam driven automatic lathe with single spindles, and sometimes multiple spindles and machining stations, to allow rapid, high volume production. The material spins within the machine and the tools remain stationary. The process is progressive which allows for machining 6 or 8 parts at a time, each station doing a specific operation as the piece rotates throughout the machine.
2. What materials can you machine?
We’re capable of machining just about any type of material. However, the most common types we run into are brass, carbon steels, alloy steels, stainless steels, aluminum, and copper and bronze alloys. We can run tool steel, plastics, Delrin, and other specialty materials. In terms of shapes, we can machine round, hex, and square bars, tubing, as well as some extrusions and specialty shapes. We deal with smaller quantities from service centers, up to mill runs of material, including dealing with the large players in the raw material sector.
3. Are you a job shop?
We’re a large volume, high production job shop. Each piece we produce is custom made to fit the customer’s unique specifications. We do not produce any shelf items or sell under any trade names. Everything we do is customer specific.
4. What is a good run quantity?
This is one of the most asked questions in our industry. There is no exact amount, as each part is unique in regards to how it will be made, and therefore, each project is reviewed separately. We use the principle of complexity versus quality. We prefer higher volume jobs, but generally speaking, we will look at lower volumes if the part is easier to machine.
5. How do you handle inventory?
We prefer to receive blanket orders with scheduled releases for high volume production requirements. We can do one time buys as well, which means running and shipping the entire quantity at one time. Our goal is to get the commitment of a long running job, which helps the customer control costs both in the piece price and in inventory costs. We will work with everyone on their release schedules, but we try to make sure that the inventory for each part is turned over every 12 months.
6. Do you use outside services?
We have an extensive list of approved vendors for outside services including furnace heat treating and plating. Depending on the specification, we have an approved vendor with whom we work closely to make sure the part is made to print. In terms of machining, we have a host of secondary capabilities, including broaching, gear hobbing/cutting, spline/thread rolling, centerless grinding, and induction hardening. We are very vertically integrated, meaning we start with raw material from our sister company, Cincinnati Cold Drawn, do primary and secondary machining in house, and ship a finished part, all from under one roof.
7. What kinds of lead times can you work under? Our lead time is dictated by material and tooling lead times, as well as machine availability. Typically, we shoot for 8-10 weeks lead times after receipt of the order.
8. What are your tolerance limits as it relates to machining?
Our tolerance limits are dictated by the types or materials utilized, the operations involved in producing each part, and the location of the dimension on the part. As a general rule, we like to see +/-.005 tolerances for a screw machine part. We can hold within .002 total tolerances on certain jobs. In regards to grinding, we can hold up to .0002 total tolerances.
9. Can you do PPAP’s? How are they handled?
We can provide PPAP’s upon request. They are handled by our quality department and will be approved before we run production. The cost for this service can either be put in the upfront tooling and engineering charge, or amortized into the piece price.
10. How are tooling and set up changes handled in terms of pricing?
We charge a one-time tooling and engineering charge with each new order we receive. This cost is not billed until the parts have been approved for production, and is only billed once during the lifetime of the project, unless there is a print change or other extenuating circumstance. This cost includes initial engineering of job specific tooling, initial setup labor and resources, as well as machine down time. We also amortize tooling and setup costs into the piece price for perishable tooling and ongoing setups. These costs are divided equally into each piece, so higher volume jobs will have a lower setup and tooling cost than a lower volume job. Additionally, with higher volume jobs, we get discounts on tooling orders and can setup faster, so those costs go down in proportion to the volume.
11. What is Profile Grinding?
Grinding multiple surfaces at one time. The profile of the part is set into the grinding wheels allowing for clearance of non-ground surfaces. Part is fed into machine one at a time.
12. What is Through Feed Grinding?
Through Feed Grinding is where the entire part can be placed through the grinder, and as a result, the part can be ground at its largest diameter.
13. What is Infeed Grinding?
During the process of infeed grinding, we do just one portion of the part. There might be different areas that need different tolerances held, so this allows us to focus on one portion at a time.
14. What is the difference between Ra and Rz when dealing with surface finishes?
Ra is the arithmetical average value of all absolute distances of the roughness profile from the center line within the measuring length. Ra averages all measurements and does not have any discriminating value in separating rejects from acceptable cylinders.
Rz on the other hand is calculated by measuring the vertical distance from the highest peak to the lowest valley within five sampling lengths, then averaging these distances. Rz averages only the five highest peaks and the five deepest valley, therefore, extremes have a much greater influence on the final value.
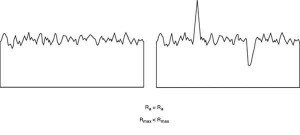
Picture Source: www.mmsonline.com
15. What differentiates center type grinding and centerless grinding?
Center type grinding is the process where the part is secured between two pointed cone shaped centers, as in a lathe. The grinding wheel rotates about an axis parallel to the part and is fed perpendicular into the part surface requiring grinding. Additionally, the grinding wheel is moved parallel relative to the part surface. The part and the grinding wheel are both rotating except in opposite directions.

Picture Source: www.directindustry.com
Centerless grinding however, is when the workpiece is supported by a blade instead of by centers or chucks. Two wheels are used. The larger one is used to grind the surface of the workpiece and the smaller wheel is used to regulate the axial movement of the workpiece. Types of centerless grinding include through-feed grinding, in-feed/plunge grinding, and profile centerless grinding.
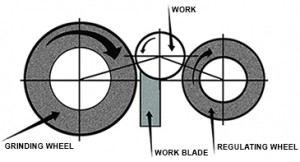
Picture Source: www.totalgrindingsolutions.com